
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
انتخاب موقعیت تمرکز برای برش لیزر فلزات مختلف
2025-02-21
در فرآیند برش لیزر ، انتخاب دقیق موقعیت تمرکز بر اساس نوع مواد برای اطمینان از کاهش کیفیت و کارآیی مهم است. این جنبه فنی مورد توجه قابل توجهی در سراسر صنعت قرار گرفته است.
1. برش فولاد کربن
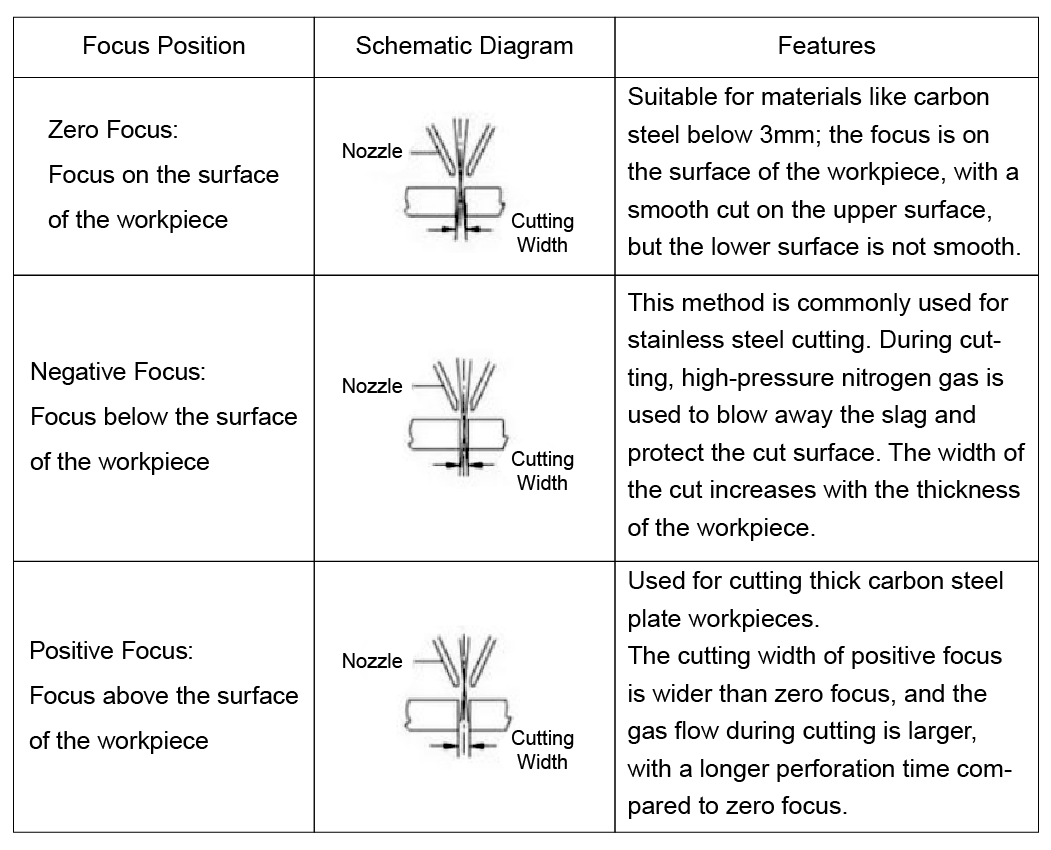
برش صفحه نازک:برای برش صفحات نازک تر (مانند1-3 میلی متر) ، تمرکز صفر ، که در آن تمرکز روی سطح مواد قرار دارد ، معمولاً استفاده می شود. این به بهبود دقت برش ، کاهش منطقه تحت تأثیر گرما و دستیابی به لبه های برش نرم تر کمک می کند.
برش صفحه متوسط و ضخیم:هنگام برش صفحات فولادی کربن با ضخامت متوسط (6-16 میلی متر) ، تمرکز مثبت معمولاً انتخاب ارجح است. با تمرکز قرار داده شده در بالای مواد ، پرتو لیزر با رسیدن به سطح مواد بیشتر پخش می شود ، که به حذف سرباره کمک می کند و منجر به یک سطح برش روشن تر و صاف تر می شود.
برش صفحه ضخیم:برای صفحات ضخیم تر از16 میلی متر، تمرکز منفی به طور معمول برای افزایش سرعت برش استفاده می شود ، اگرچه این ممکن است کمی کیفیت لبه برش را کاهش دهد.
2. برش فولاد ضد زنگ
برش صفحه نازک:برای برش صفحات نازک ، لیزرهای مداوم به طور معمول از تمرکز صفر استفاده می کنند تا اطمینان حاصل شود که سطح برش صاف است و سطح فوقانی در نزدیکی فوکوس تمیزترین برش را دریافت می کند.
برش صفحه متوسط و ضخیم:برای صفحات با ضخامت متوسط ، برای اطمینان از کیفیت خوب لبه ، تمرکز منفی معمولاً اتخاذ می شود. تمرکز در داخل مواد عمیق تر است تا برش و بهبود جریان گاز و مواد مذاب را گسترش دهد و اطمینان حاصل شود که چگالی انرژی کافی در ناحیه برش اعمال می شود.
3 برش آلومینیوم
برش صفحه نازک:هنگام برش صفحات نازک ، می توان از تمرکز صفر و تمرکز مثبت کمی استفاده کرد. تمرکز صفر دقت و کیفیت سطح بهتری را فراهم می کند ، در حالی که تمرکز مثبت در صورت عمودی بودن یک نیاز مهم است. این تضمین می کند که برش در قسمت بالا کمی گسترده تر از پایین است و باعث حذف سرباره و حفظ عمودی می شود.
برش صفحه متوسط و ضخیم:برای صفحات با ضخامت متوسط ، هم از تمرکز مثبت و هم از تمرکز منفی استفاده می شود. تمرکز مثبت به قدرت لیزر کافی و فشار گاز کمکی نیاز دارد. هنگام استفاده از تمرکز منفی ، تمرکز به طور معمول در 1/3 تا 1/2 از ضخامت صفحه قرار می گیرد و برش پایدار تر و کاهش زبری را در سطح برش فراهم می کند.
4. برش مس
تمرکز منفی (تمرکز زیر سطح): برای مس ، تمرکز منفی انتخاب بهینه است ، به خصوص برای صفحات مس ضخیم تر (6 میلی متر و بالاتر). تمرکز منفی باعث افزایش نفوذ لیزر ، جبران بازتاب بالای مس می شود و به پرتو لیزر اجازه می دهد تا به طور مؤثرتری تمرکز کند. این باعث افزایش غلظت گرما و افزایش عمق و کارآیی برش می شود.
تمرکز صفر (تمرکز در سطح):برای صفحات مس نازک (1-3 میلی متر) ، Focus Zero همچنین یک گزینه امکان پذیر است ، و دقت برش بهتر و به حداقل رساندن منطقه تحت تأثیر گرما را فراهم می کند ، که باعث کاهش تغییر شکل لبه در هنگام برش می شود.
با انتخاب موقعیت تمرکز مناسب ، راندمان برش لیزر و کیفیت می تواند برای مواد فلزی مختلف به طور قابل توجهی بهبود یابد. انتخاب تمرکز مثبت ، تمرکز منفی یا تمرکز صفر در درجه اول با ضخامت ، هدایت حرارتی و بازتاب مواد تعیین می شود. در عمل ، موقعیت تمرکز صحیح ، لبه های برش صاف ، عمق برش کنترل شده و مناطق تحت تأثیر گرما را به حداقل می رساند و در نتیجه عملکرد بهینه پردازش می شود.



