
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
درک تغذیه سیم در جوش لیزر
2025-01-20
فناوری تغذیه سیم در جوشکاری لیزر یک مؤلفه اصلی برای دستیابی به جوشکاری با کیفیت بالا است. با انتخاب منطقی مواد سیم ، قطر ، روش تغذیه سیم و کنترل دقیق سرعت تغذیه سیم ، راندمان جوشکاری و کیفیت مفصل می تواند به طور مؤثر بهبود یابد. در زیر اصل اصلی کار فیدر سیم ، انتخاب سیم ، سرعت تغذیه سیم و سایر نقاط فنی را نشان می دهد.

1. اصل کار فیدر سیم
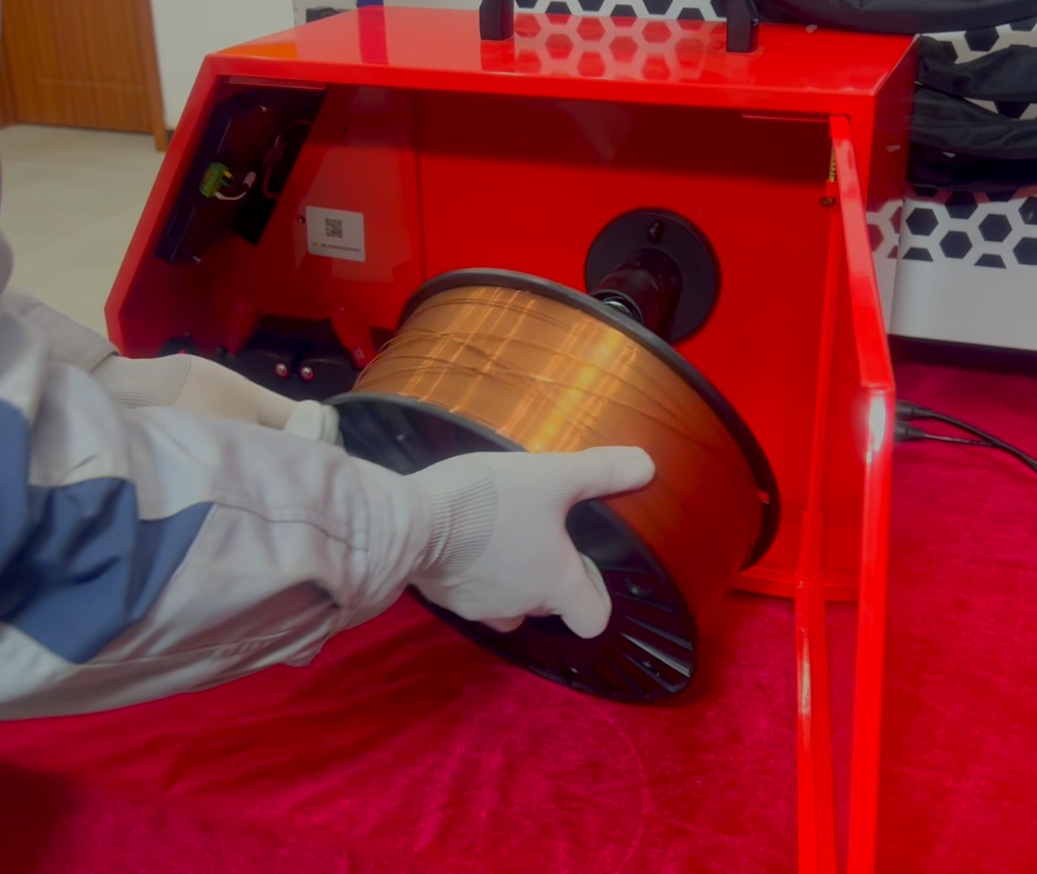
فیدر سیم وسیله ای است که مخصوصاً برای تحویل سیم جوش به منطقه جوشکاری لیزر استفاده می شود. روند کار آن شامل پیوندهای اصلی زیر است:
موتور تغذیه سیم:فیدر سیم سیستم تغذیه سیم را از طریق موتور هدایت می کند تا سیم جوش را به داخل اسلحه جوش سوق دهد.
لوله تغذیه سیم:فیدر سیم از طریق یک لوله تحویل باریک ، سیم جوشکاری را درون اسلحه جوش تغذیه می کند. لوله خوراک سیم معمولاً به شکل خمیده طراحی می شود تا اطمینان حاصل شود که سیم جوش به آرامی تغذیه می شود.
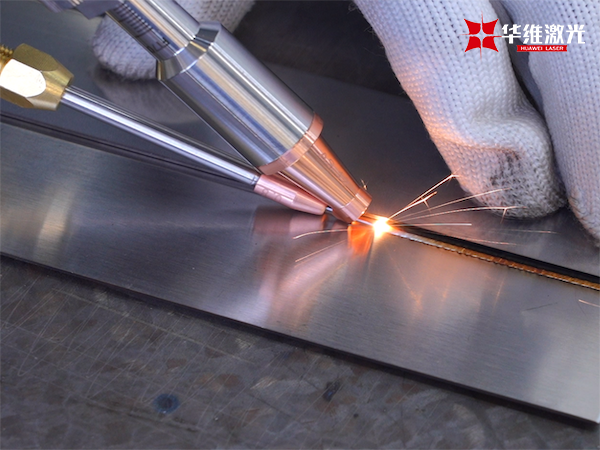
نازل سیم:سیم جوشکاری که به اسلحه جوش داده می شود از طریق نازل وارد ناحیه جوشکاری پرتو لیزر می شود و به همراه پرتو لیزر روی قسمت جوشکاری عمل می کند.
سیستم تغذیه سیم معمولاً برای اطمینان از تحویل دقیق سیم جوش و تابش مؤثر پرتو لیزر ، به طور همزمان با تجهیزات جوشکاری لیزر کار می کند و از این طریق از پایداری استخر مذاب و کیفیت مفصل جوش داده شده اطمینان می دهد.
2. انتخاب مواد سیم جوش
انتخاب مواد سیم جوش به طور مستقیم بر کیفیت جوش و استحکام مفصل تأثیر می گذارد. برای اطمینان از عملکرد مفصل جوش داده شده ، مواد پایه مختلف به انواع مختلفی از سیم جوش نیاز دارند. مواد سیم جوشکاری رایج شامل سیم جوش استیل ضدزنگ ، سیم جوش آلیاژ آلومینیوم ، سیم جوشکاری مس و غیره است. در هنگام انتخاب عوامل زیر باید در نظر گرفته شود:
تطبیق مواد پایه:ترکیب شیمیایی سیم جوش باید با مواد پایه مطابقت داشته باشد تا از نقص جوش به دلیل ناسازگاری مواد جلوگیری شود.
الزامات خاصیت مکانیکی:خصوصیات مکانیکی (مانند استحکام ، سختی و غیره) مواد سیم جوش باید الزامات کاربردی را برآورده کنند تا اطمینان حاصل شود که مفصل از استحکام کافی برخوردار است.
مقاومت در برابر خوردگی و مقاومت در برابر دمای بالا: برای قطعات مورد استفاده در محیط های خاص خاص ، مقاومت در برابر خوردگی و مقاومت در برابر دمای بالا سیم جوش نیز باید استانداردهای مربوطه را رعایت کند.
3. انتخاب قطر سیم
اندازه قطر سیم به طور مستقیم بر مقدار پرکننده ، کنترل استخر مذاب و سرعت جوش جوش تأثیر می گذارد. دامنه قطر سیم مشترک معمولاً بین 0.8 میلی متر و 2.4 میلی متر است و انتخاب خاص به عوامل زیر بستگی دارد:
ضخامت مواد والدین: جوشکاری صفحه نازک معمولاً از سیم نازک تر (مانند 0.8 میلی متر یا 1.0 میلی متر) برای کنترل دقیق استخر مذاب استفاده می کند ، در حالی که صفحات ضخیم به یک سیم ضخیم تر (مانند 1.6 میلی متر یا 2.0 میلی متر) نیاز دارند تا مواد پرکننده کافی را تهیه کنند.
موقعیت جوش:برای اتصالات جوشکاری افقی یا حلق آویز ، سیم های نازک تر کنترل استخر مذاب و کاهش نقص جوش ناشی از استخرهای بیش از حد مذاب را آسان تر می کنند.
قدرت جوشکاری:یک سیستم لیزر با قدرت بالاتر می تواند با یک سیم ضخیم تر مطابقت داشته باشد تا فلز پرکننده بیشتری برای تأمین نیازهای جوشکاری با استحکام بالا فراهم شود.
انتخاب قطر سیم مناسب به بهبود راندمان جوش ، کاهش نقص جوش و اطمینان از کیفیت مفصل جوش داده شده کمک می کند.
4. نحوه تغذیه سیم به اسلحه جوشکاری
این سیم معمولاً از طریق لوله تغذیه سیم فیدر سیم به اسلحه جوش داده می شود. روند تغذیه سیم جوش به اسلحه جوشکاری بسیار دقیق است و معمولاً چندین روش وجود دارد:
سیستم تغذیه سیم مکانیکی:سیم جوش توسط موتور و چرخ درایو به داخل لوله تغذیه سیم رانده می شود و سپس سیم جوش از طریق سیستم راهنما به ناحیه جوشکاری لیزر تغذیه می شود.
سیستم تغذیه سیم پنوماتیک:از گاز (مانند نیتروژن یا هوای فشرده شده) برای فشار دادن سیم جوشکاری در امتداد لوله تغذیه سیم استفاده می شود. این روش نسبتاً ساده است ، اما برای جلوگیری از انحراف سیم جوش یا گیر شدن سیم جوش نیاز به کنترل دقیق جریان هوا دارد.
فرآیند تغذیه سیم باید اطمینان حاصل کند که سیم جوشکاری صاف ، ناگسستنی است و با سایر اجزای دخالت نمی کند. طراحی اسلحه جوش معمولاً دارای یک دستگاه راهنما برای اطمینان از اتصال دقیق سیم جوش با پرتو لیزر است.

5. کنترل سرعت تغذیه سیم
سرعت تغذیه سیم یکی از پارامترهای اصلی جوشکاری لیزر است. انتخاب سرعت تغذیه سیم باید قدرت لیزر ، سرعت جوش ، قطر سیم و اندازه استخر مذاب را در نظر بگیرد. معمولاً سرعت تغذیه سیم باید با سرعت جوش لیزر هماهنگ شود تا اطمینان حاصل شود که سیم جوشکاری با سرعت ثابت در استخر مذاب تغذیه می شود.
سرعت بیش از حد تغذیه سیم:ممکن است باعث ایجاد فلز بیش از حد پرکننده شود ، استخر مذاب مفصل را بیش از حد بزرگ یا پر از بیش از حد افزایش دهد ، که ممکن است باعث ایجاد نقص جوش شود.
سرعت تغذیه بیش از حد آهسته:این ممکن است به سیم جوشکاری کافی ، استخر مذاب خیلی کوچک ، استحکام کافی از جوشکاری و حتی جوشکاری ناقص منجر شود.
به منظور کنترل دقیق سرعت تغذیه سیم ، فیدرهای سیم مدرن به طور کلی مجهز به سیستم های کنترل با دقت بالا هستند که می توانند به طور خودکار سرعت تغذیه سیم را با توجه به بازخورد در زمان واقعی فرایند جوشکاری (مانند قدرت لیزر ، سرعت جوشکاری ، دمای استخر مذاب و غیره) تنظیم کنند تا از ثبات و کیفیت بالای روند جوشکاری اطمینان حاصل شود.

اگر می خواهید در مورد فناوری جوشکاری لیزر و راه حل های تغذیه سیم اطلاعات بیشتری کسب کنید ، لطفاً با لیزر Huawei تماس بگیرید. Huawei Laser بر تحقیق و توسعه و کاربرد فناوری جوشکاری لیزر ، ارائه پشتیبانی فنی جامع و خدمات سفارشی برای کمک به شرکت ها در بهبود فناوری جوشکاری و کارآیی تولید تمرکز دارد.


